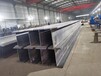
十堰机械Q355B200*200H型钢保量





- ¥4050.00
- 2024-12-24 19:27:27
- 莱钢
- 碳钢
- H型钢
- 潘庆超 16262207777
- 山东轧三特钢有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
云南钢能商贸有限公司
中国投资曾带动全球经济 钢铁等去产能不是强制关门
2016-06-07 07:23:49
中美要如何正确看待产能过剩以及去产能问题?
在6月6日第八轮中美战略与经济对话(S&ED)期间的吹风会上,中国财政部部长表示,中国正视产能过剩问题,然而国际社会不应还将中国想象成是计划经济,目前中国正通过多种市场化方式出清过剩产能。与此同时,1000亿支持去产能基金主要是奖励性的,主要投入由地方支持。
还指出,中国钢铁、煤炭产能,在2008年国际金融之后积累较多,彼时在特别是基础建设方面的投资,带动了煤、钢的增长。那时全世界为中国经济叫好,“现在说中国产能过剩,当时怎么不说呢?”
中国正视产能过剩问题
在S&ED开幕式上,美国财政部长雅各布·卢在发言中表示,美国支持中国在削减产能过剩方面所做出的努力
卢表示,产能过剩对全球市场造成了扭曲和破坏效应,而大量削减那些正在经受过剩之苦领域的产能(包括钢铁和铝),对于国际市场的运行和稳定性来说都十分重要。
在吹风会上指出,中国正视产能过剩问题,去年自动减少了9000万吨的钢铁过剩产能,今后会继续这样做。
欢迎朋友们电话咨询或亲临云南德威有限公司或与在线客服咨询,洽谈,合作!!! 一次合作,一生友谊,期待您的光临
然而需要指出的是,中方产能过剩积累的来由。
就此表示,在2009年-2011年中,中国经济增长贡献了全球GDP增长的50%以上。
彼时中国大量增加投资,尤其是增加在基础设施建设投资,带动了煤、钢的增长。表示:“那时全世界为中国经济叫好,因为中国投资带动了全球经济。”
还提及,当时的美国《时代》杂志封面,放了农民工,说全世界应该感谢中国。“现在说中国产能过剩,当时怎么不说呢?”
至于国际社会提出中国应该增加量化指标,如钢铁去掉4亿吨产量等问题,表示,中国现在不是计划经济,钢铁行业中,民营企业占产能的52%以上,无法通过量化指标强制企业去产能,“强制关闭,他们能接受吗?”
“我们是采取加强环境、安全、能耗、质量等方面指标的和执行力度,通过市场出清的办法来去产能。”表示。
中国工作报告提出,从2016年开始,用5年时间再压减粗钢产能1亿~1.5亿吨;用3至5年的时间,再退出煤炭产能5亿吨左右、减量重组5亿吨左右。
然而在S&ED召开之前,以卢为代表的美国财政部官员在各种场合表示此次将同中方主要商讨过剩产能问题,关切程度超过了以往对汇率议题的关注。
卢在6月5日清华大学的一场活动中以劝诫的口吻指出,即便仅从对中国经济的影响方面来看,过剩产能意味着该国资源存在错配,终将破坏一个国家的经济效率。
对于卢在过剩产能方面的表态,表示,没有感到不适,“他(卢)面临国内压力,产业界等对他有压力,我对他也很理解”。
1000亿基金只是一部分
“壮士断腕”,化解产能过剩的过程,必然涉及职工下岗、转岗、安置。
化解产能过剩,会造成多少人下岗?坦陈,目前确实很难估计。譬如钢铁业,民营企业用人少,国企用人多,而国有企业的问题是历史形成的,(国企)还有公共职能没有剥离等等。
并指出,这1000亿元基金用于这两年去产能;去产能可能持续两三年时间,如有必要,资金可能还会增加
据悉,近日经审定后,财政部印发了《工业企业结构调整专项奖补资金管理办法》,安排 1000亿元专项奖补资金支持化解过剩产能,该《办法》明确财政设立工业企业结构调整专项奖补资金,对地方和企业化解钢铁、煤炭行业过剩产能工作 给予奖补,鼓励地方、企业和银行及其他债权人综合运用兼并重组、债务重组和破产清算等方式,实现市场出清。
“专项奖补资金规模为1000亿元,实行梯级奖补。”财政部有关负责人介绍说,其中,基础奖补 资金占资金总规模的80%,结合退出产能任务量、需安置职工人数、困难程度等按因素法分配;梯级奖补资金占资金总规模的20%,与各省份、企业化解过 剩产能任务完成情况挂钩,对超额完成目标任务量的省份、企业,按基础奖补资金的一定系数实行梯级奖补。据了解,专项奖补资金由地方和企业统筹 用于符合要求的职工分流安置工作。
在安排补助资金的同时,还将实施钢铁煤炭行业有关税收优惠政策。
公司拥有58人业务的销售团队,服务周到热情,公司的经营理念“你把信任交给我 我把满意留给你,公司一直以来奉行“货真价实,不欺瞒客户,诚信对待客户,真正做到为客户考虑出谋划策提供参考意见”多年来在西南地区赢得广大客户好评,为西南地区的电站,桥梁,高速公路,商厦市镇建设作出了的贡献,德威钢材期待与你“携手并肩,共创双赢”。
H型钢介绍
◆H型钢属于经济裁面型材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号,便于设计选用。
◆H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制h型钢高度为800mm,超过了只能是焊接组合截面。 我国热轧H型钢国标(GB/T11263-1998)将H型钢分为窄翼缘、宽翼缘和钢桩三类,其代号分别为hz、hk和hu。窄翼缘H型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。工字钢与H型钢相比,等重量前提下,w、 ix、 iy都不如h型钢。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的大优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。
国际上,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,中国、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大。
3.13 检查
3.13.1 下列情况之一应进行表面检查
(1)外观检查发现裂纹时,应该对该批中同类焊缝进行的表面检查;
(2)外观检查怀疑有裂纹时,应对怀疑的部分进行表面探伤;
(3)设计图纸规定进行表面探伤时;
(4)检查员认为有必要时。
3.13.2 对外形尺寸进行检查
3.13.3 磁粉探伤应符合现行国家标准《焊缝磁粉检验方法和缺陷的分级》JB/T6061的规定,渗透探伤应符合现行国家标准《焊缝渗透检验方法和缺陷痕迹的分级》JB/T6062的规定。
3.13.4 所有焊缝应冷却到环境温度后进行外观检查,Ⅱ、Ⅲ类钢材的焊缝应以焊接完成24h后检查结果作为验收依据,Ⅳ类钢应以焊接完成48h后的检查结果作为验收依据。
3.13.5抽样检查的焊缝数如不合格率小于2%时,该批验收应定为合格;不合格率大于5%时,该批验收应定为不合格;不合格率为2%~5%时,应加倍抽检,且在原不合格部位两侧的焊缝延长线各增加一处,如在所有抽检中不合格率不大于3%时,该批验收应定为合格,大于3%时,该批验收应定为不合格。当批量验收不合格时,应对该批余下焊缝全数进行检查。当检查出一处裂纹缺陷时,应加倍抽查,如在加倍抽检焊缝中未检查出其他裂纹缺陷时,该批验收应定为合格,当检查出多处裂纹缺陷或加倍抽查又发现裂纹缺陷时,应对余下焊缝的全数进行检查。
3.13.6无损检测
无损检测应在外观检查合格后进行。设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:
焊缝应进行检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》GB11345B级检验的Ⅱ级及Ⅱ级以上;
二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》GB11345B级检验的Ⅲ级及Ⅲ级以上;
全焊透的焊缝可不进行无损检测。
局部探伤的焊缝,有不允许的缺陷时,应在缺陷两端的延伸部位增加探伤长度,增加长度不应小于焊缝长度的10%,且不应小于200mm;当仍有不允许的缺陷时,应对该焊缝的探伤检查。
验收合格后才能进行包装。包装应保护构件不受损伤,零件不变形,不损坏,不散失。
所有查出的不合格部位应当按规定进行补修至检查合格。
3.13.7喷砂及涂装
(1)清理毛刺、焊渣、飞溅物等;
(2)对技术要求的或摩擦面进行喷砂处理;
(3)根据涂装工艺进行底漆和面漆涂装,对焊接范围和摩擦面应进行保护,不涂装。
3.13.8质量标准
(1)焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
(2)焊接H型钢的允许偏差
3.13.9成品保护
(1)H型钢应当按顺序摆好堆放,层层之间应放垫木,垫木在垂直方向上位置一致。
(2)已涂装的H型钢在运输中应防止碰撞,长度过长时,应用拖车运输。
3.13.10应注意的质量问题
(1)胎具组装首件经过质检部门检查认定合格后,方可继续进行组装。
(2)需要拼接的板件,一般应在组装前完成,以减少后期焊接的变形应力。
(3)实行流水作业,采用CO2保护焊接打底,自动埋弧焊接成型的办法,提高生产质量和效率。
3.13.11质量记录
本工艺标准应具备以下质量记录:
(1)钢结构(H形钢构件加工)检验批、分项工程质量验收记录。
(2)检验记录,钢材和焊接材料合格,焊工证,探伤人员资质证。
(3)构件外形尺寸检查和记录,构件拼接位置记录。
(4)焊缝检查及超声波探伤检查质量合格报告。
(5)出厂编号和构件表。
- 莱钢
- H型钢
- H型钢
- 潘庆超
- 莱钢
- 碳钢
- 莱钢
- 莱钢
- 300*300*10*15
- 山东
- 金属制品